Vara




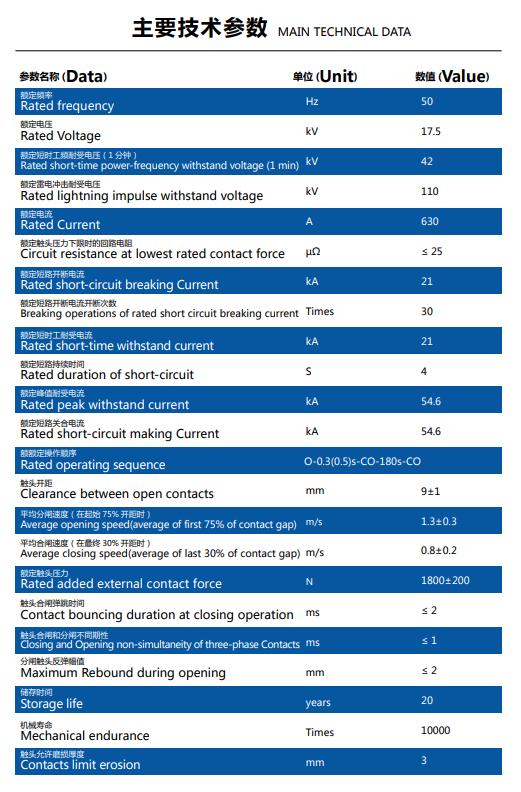
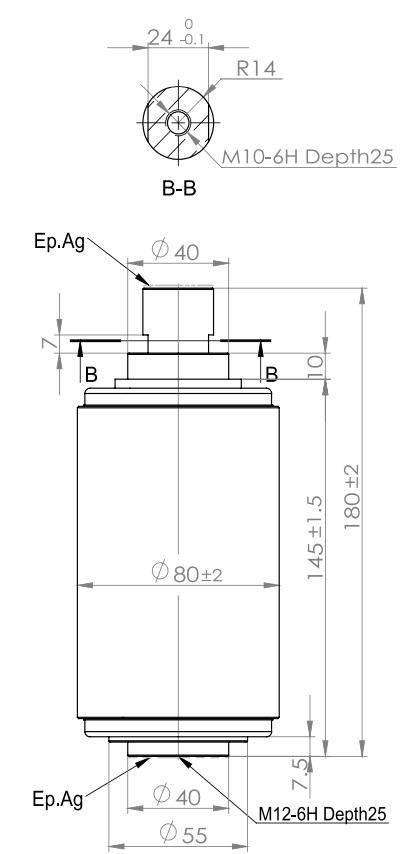
Tómarúmsrofi fyrir útflutning TD-17.5/630-21(188)
Stutt lýsing á vörunni:
Undireiningar tómarúmsrofa voru upphaflega settar saman og lóðaðar saman í vetnisofni.Slöngur sem tengdur var innra hluta rofans var notaður til að tæma rofann með ytri lofttæmisdælu á meðan rofanum var haldið við um 400 °C (752 °F).Síðan á áttunda áratugnum hafa undirhlutir truflana verið settir saman í hálofttæmi lóðaofni með sameinuðu lóða- og tæmingarferli.Tugir (eða hundruð) flösku eru unnar í einni lotu, með hálofttæmi ofni sem hitar þær við hitastig allt að 900 °C og 10−6 mbar þrýsting.Þannig uppfylla truflar gæðakröfuna „innsigluð ævilangt“.Þökk sé fullkomlega sjálfvirku framleiðsluferlinu er hægt að endurskapa hágæða stöðugt hvenær sem er.
Síðan er mat á truflunum með röntgenaðferðinni notað til að sannreyna stöðurnar sem og heilleika innri íhluta og gæði lóðapunktanna.Það tryggir hágæða tómarúmsrofa.
Við mótun er endanlegur innri rafstraumsstyrkur tómarúmsrofans staðfestur með smám saman vaxandi spennu og það er sannreynt með síðari eldingarspennuprófi.Báðar aðgerðir eru gerðar með hærri gildum en tilgreind eru í stöðlunum, sem sönnun um gæði tómarúmsrofa.Þetta er forsenda fyrir langt úthald og mikið framboð.
Undir vissum kringumstæðum getur tómarúmsrofarinn þvingað strauminn í hringrásinni í núll fyrir náttúrulegt núll (og viðsnúningur straums) í riðstraumsrásinni.Ef tímasetning aðgerða rofa er óhagstæð með tilliti til AC-spennubylgjuformsins (þegar ljósboginn er slökktur en snerturnar eru enn á hreyfingu og jónun hefur ekki enn leyst í rofann), getur spennan farið yfir þolspennu bilsins.
Nú á dögum, með mjög lágum straumhögg, munu tómarúmsrofar ekki framkalla ofspennu sem gæti dregið úr einangrun frá nærliggjandi búnaði.